

-
首页
-
关于我们


-
产品中心
-
行业应用
-
新闻资讯
-
技术支持
-
支持&下载
-
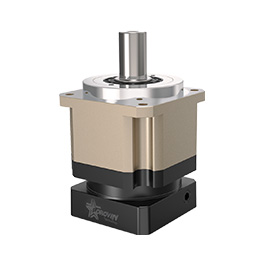
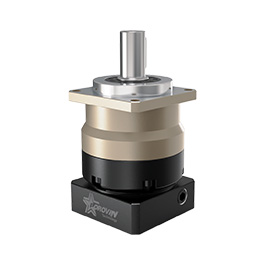
精密行星减速机
- TM系列——高精密斜齿行星齿轮减速机-图纸下载
- TMR系列——高精密斜齿转角行星齿轮减速机-图纸下载
- TNF系列——高精密斜齿行星齿轮减速机-图纸下载
- TNR系列——高精密斜齿行星齿轮减速机-图纸下载
- TNE系列——高精密斜齿行星齿轮减速机-图纸下载
- TFG系列——精密斜齿行星齿轮减速机-图纸下载
- TEG系列——精密斜齿行星齿轮减速机
- TD系列——高精密斜齿盘式行星齿轮减速机-图纸下载
- TDR系列——高精密斜齿盘式行星齿轮减速机-图纸下载
- TF系列——精密直齿行星齿轮减速机-图纸下载
- TE系列——精密直齿行星齿轮减速机-图纸下载
- TFR系列——精密直齿行星齿轮减速机-图纸下载
- TFK系列——精密直齿轴输出行星齿轮减速机-图纸下载
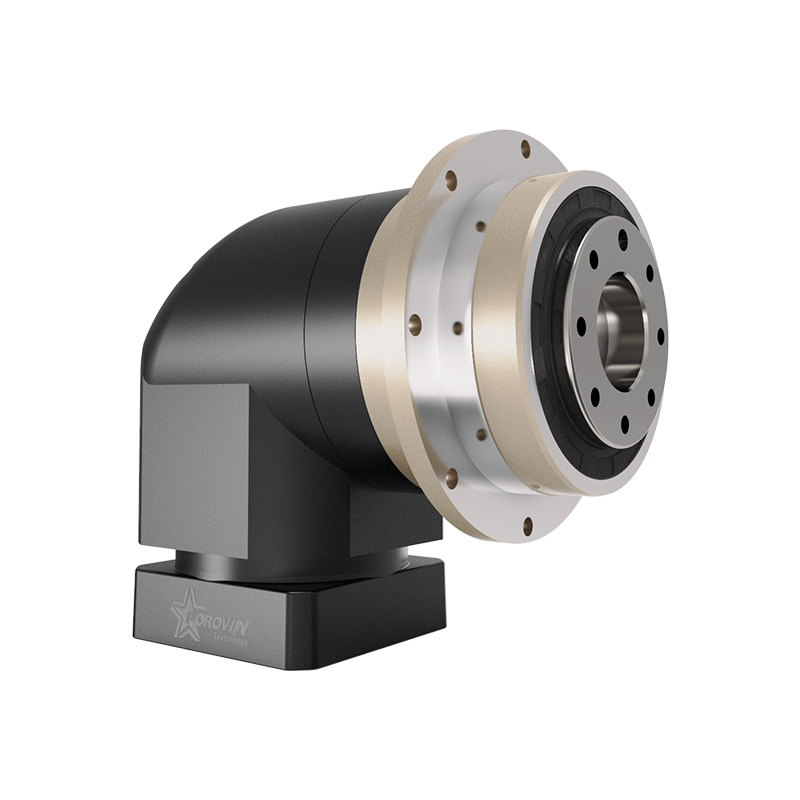
- TR系列——精密直角行星齿轮减速机-图纸下载
- TRE系列——精密直角双出轴行星齿轮减速机-图纸下载
- TRH系列——精密直角孔输出行星齿轮减速机-图纸下载
- TRHE系列——精密直角双孔输出行星齿轮减速机-图纸下载
- TNH系列——高精密斜齿行星齿轮减速机-图纸下载
-
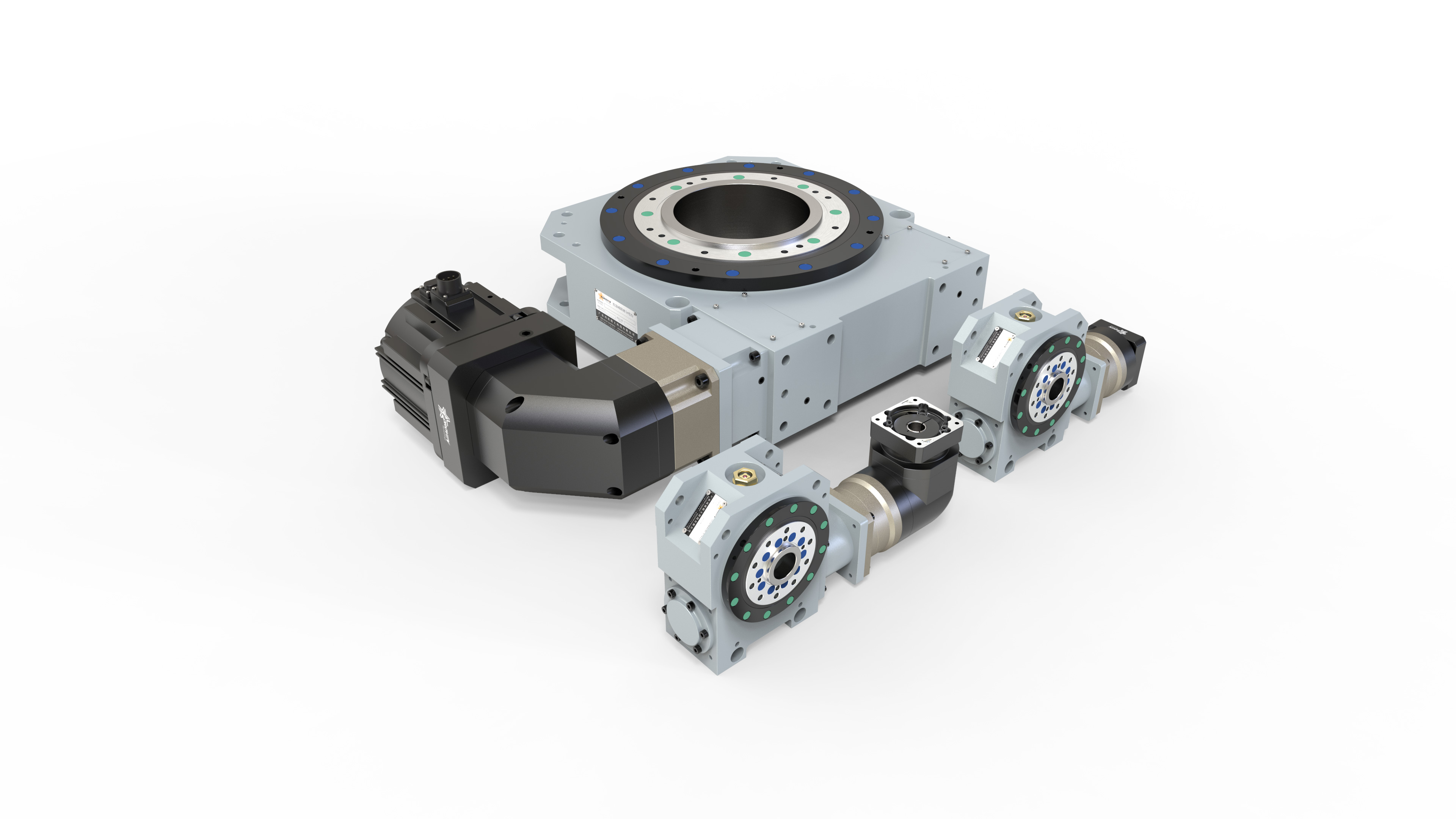
精密中空旋转平台
-
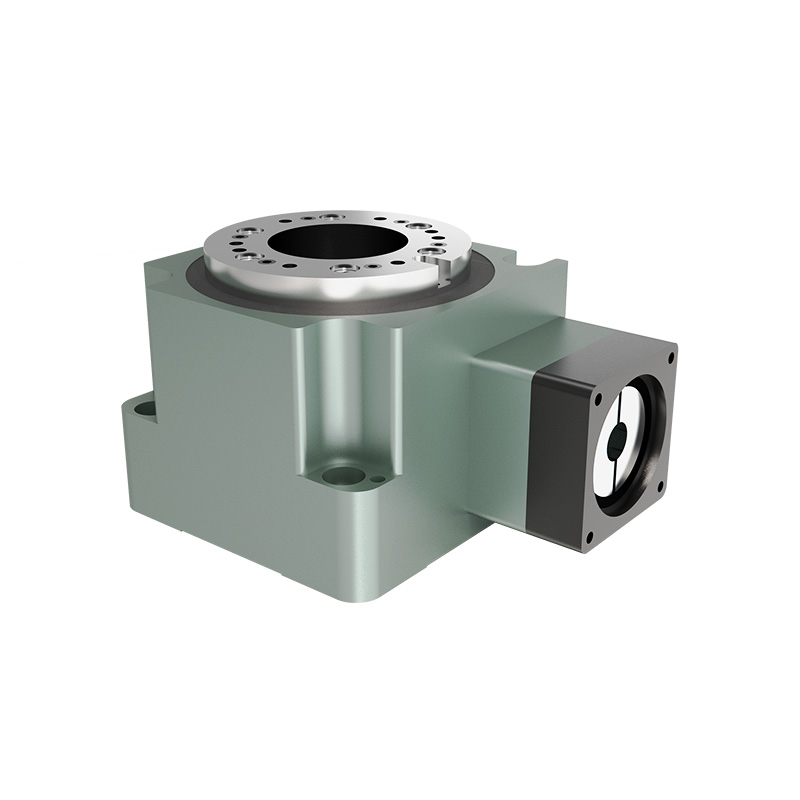
十字转向器
-
重载RV减速机
-
微型减速马达
-
直角减速马达
-
直线型齿轮推杆减速马达
-
直流无刷电机
-
立卧式小齿轮减速马达
-
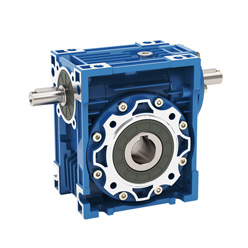
NMRV蜗轮蜗杆减速电机
- >>查看全部图纸<<
-
精密行星减速机
-
目录申请
-
选型计算
-
-
联系我们






















 点击查看全部系列
点击查看全部系列
 联系客服直接索取
联系客服直接索取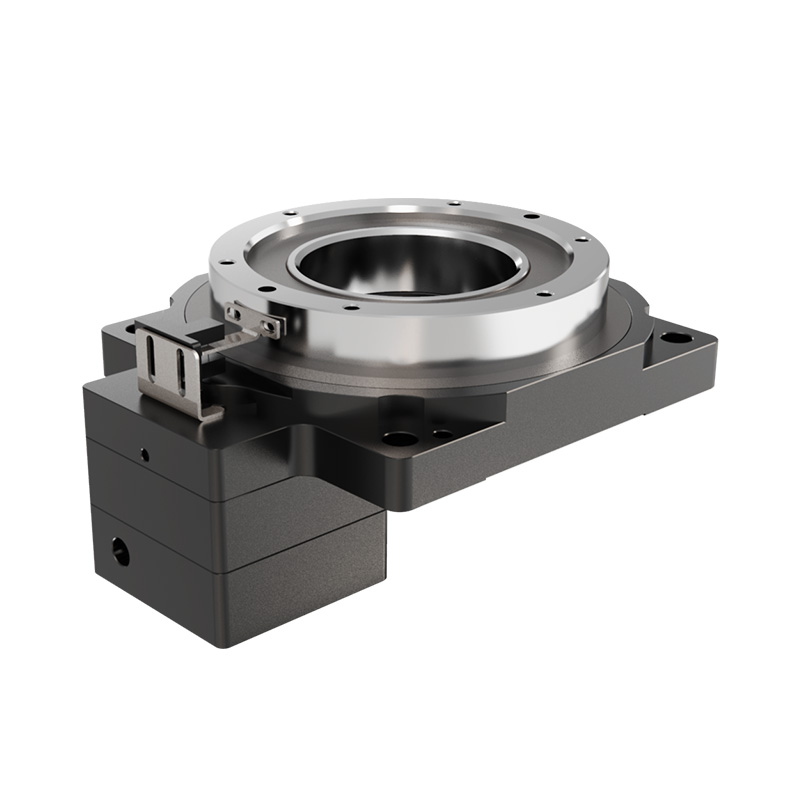


















非常感谢您的支持,请勾选您所希望申请的目录。我们会在第一时间安排邮递发出。谢谢!
-
 POROVIN(普洛威)精密系列
POROVIN(普洛威)精密系列目录其中包含的系列产品:斜齿、直齿、直角行星减速机,双出轴、输入带轴、输入带行星减速,十字转向器带行星,直角、带伺服、海波齿、重载旋转平台,RV-E、RV-C摆线针轮(机器人关节)减速机,伺服电动缸,压力传感器。

 版本:2022版
版本:2022版
 在线预览
在线预览 -
 CHEEMING川铭四大系列
CHEEMING川铭四大系列目录其中包含的系列产品:川铭四大系列减速机选型;R系列(斜齿轮减速机)、F系列(平行轴-斜齿轮减速机)、K系列(斜齿轮-伞齿轮减速机)、S系列(斜齿轮蜗轮蜗杆减速机)包含详细参数及说明图纸。
版本:2022版
在线预览 -
 川铭减速机系列画册
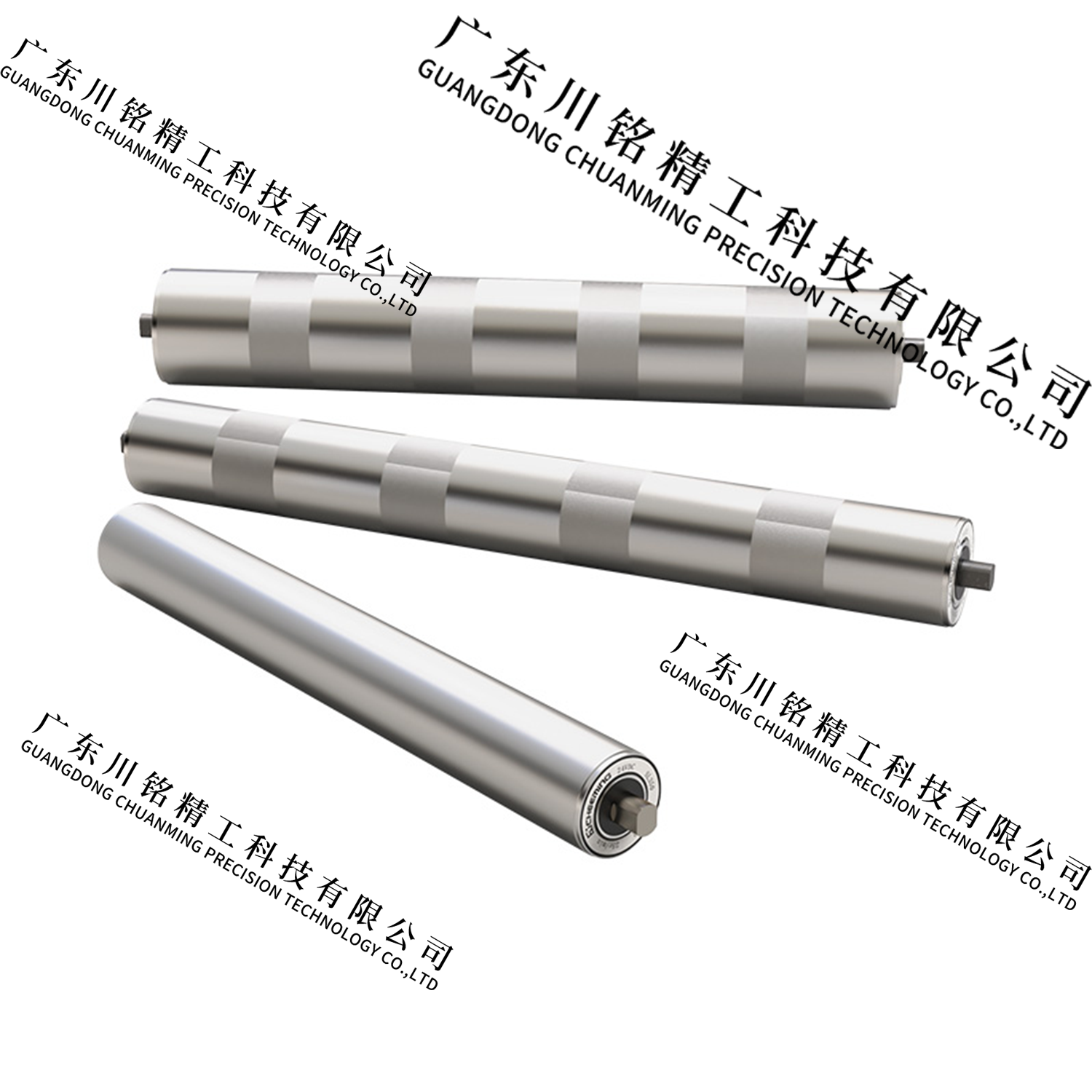
川铭减速机系列画册目录其中包含的系列产品:微型减速机系列、调速器、力矩减速机、直流无刷减速电机、电动滚筒、立卧式减速机、直交轴减速器、蜗轮蜗杆减速器、三相异步电动机、分割器等产品;包含详细说明参数及图纸;
版本:2022版
在线预览




 点击查看全部目录
点击查看全部目录
 在线自助申请
在线自助申请




































.png)

